因為專業
所以領先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因為專業
所以領先

免洗助焊劑的焊接工藝
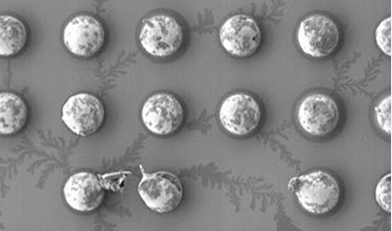
免洗助焊劑是一種不含鹵化物的活性劑,免洗助焊劑是一款低固態含量、無腐蝕性的助焊劑,免洗助焊劑在惰性氣體環境下焊接,焊后電路板上的殘留物極微、無腐蝕,且具有極高的表面絕緣電阻(SIR),一般情況下不需要清洗也能達到離子潔凈度的標準,免洗助焊劑焊接完后不需要清洗,可直接進入下道制作工序。
接下來小編給大家科普一下免洗助焊劑的焊接工藝,希望能對您有所幫助!
免洗助焊劑的焊接工藝:
一、助焊劑的涂敷
為了獲得良好的免清洗效果,助焊劑涂敷過程必須嚴格控制2個參數,即助焊劑的固態含量和涂敷量。
通常,助焊劑的涂敷方式有發泡法、波峰法和噴霧法3種。在免清洗工藝中,不宜采用發泡法和波峰法,其原因如下:
1、發泡法和波峰法的助焊劑是放置在敞開的容器內,由于免清洗助焊劑的溶劑含量很高,特別容易揮發,從而導致固態含量的升高,因此,在生產過程中用比重法來控制助焊劑的成分保持不變是有困難的,且溶劑的大量揮發也造成了污染和浪費;
2、由于免清洗助焊劑的固體含量極低,不利于發泡;
3、涂敷時不能控制助焊劑的涂敷量,涂敷也不均勻,往往有過量的助焊劑殘留在板的邊緣。因此,采用這2種方式不能得到理想的免清洗效果。
噴霧法是最新的一種焊劑涂敷方式,最適用于免清洗助焊劑的涂敷。因為助焊劑被放置在一個密封的加壓容器內,通過噴口噴射出霧狀助焊劑涂敷在PCB的表面,噴射器的噴射量、霧化程度和噴射寬度均可調節,所以能夠精確地控制涂敷的焊劑量。由于涂敷的焊劑是霧狀薄層,因此板面的焊劑非常均勻,可確保焊接后的板面符合免清洗要求。同時,由于助焊劑完全密封在容器內,不必考慮溶劑的揮發和吸收大氣中的水分,這樣可保持焊劑比重(或有效成分)不變,一次加入至用完之前無需更換,較發泡法和波峰法可減少焊劑用量60%以上。因此,噴霧涂敷方式是免清洗工藝中首選的一種涂敷工藝。
在采用噴霧涂敷工藝時必須注意一點,由于助焊劑中含有較多的易燃性溶劑,噴霧時散發的溶劑蒸氣存在一定的爆燃危險性,因此設備需要具有良好的排風設施和必要的滅火器具。

二、預熱
涂敷助焊劑后,焊接件進入預熱工序,通過預熱揮發掉助焊劑中的溶劑部分,增強助焊劑的活性。在采用免清洗助焊劑后,預熱溫度應控制在什么范圍最為適當呢?
實踐證明,采用免清洗助焊劑后,若仍按傳統的預熱溫度(90±10℃)來控制,則有可能產生不良的后果。其主要原因是:免清洗助焊劑是一種低固態含量、無鹵素的助焊劑,其活性一般較弱,而且它的活性劑在低溫下幾乎不能起到消除金屬氧化物的作用,隨著預熱溫度的升高,助焊劑逐漸開始激活,當溫度達到100℃時活性物質才被釋放出來與金屬氧化物迅速反映。另外,免清洗助焊劑的溶劑含量相當高(約97%),若預熱溫度不足,溶劑就不能充分揮發,當焊件進入錫槽后,由于溶劑的急劇揮發,會使得熔融焊料飛濺而形成焊料球或焊接點實際溫度下降而產生不良焊點。因此,免清洗工藝中控制好預熱溫度是又一重要的環節,通常要求控制在傳統要求的上限(100℃)或更高(按供應商指導溫度曲線)且應有足夠的預熱時間供溶劑充分揮發。
三、焊接
由于嚴格限制了助焊劑的固態含量和腐蝕性,其助焊性能必然受到限制。要獲得良好的焊接質量,還必須對焊接設備提出新的要求——具有惰性氣體保護功能。除了采取上述措施外,免清洗工藝還要求更嚴格地控制焊接過程的各項工藝參數,主要包括焊接溫度、焊接時間、PCB壓錫深度和PCB傳送角度等。應根據使用不同類型的免清洗助焊劑,調整好波峰焊設備的各項工藝參數,才能獲得滿意的免清洗焊接效果。

以上是關于免洗助焊劑焊接工藝的相關內容介紹了,希望能對您有所幫助!
想要了解關于免洗助焊劑的相關內容,請訪問我們的“免洗助焊劑”專題了解相關產品與應用 !
合明科技是一家電子水基清洗劑 環保清洗劑生產廠家,其產品覆蓋助焊劑、半導體清洗 芯片清洗、助焊劑清洗劑等電子加工過程整個領域。合明科技助焊劑產品包含環保水基助焊劑、水溶性助焊劑、無鹵助焊劑、免洗助焊劑、無鉛助焊劑等。歡迎使用合明科技產品。


![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)







![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[圖標]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)